

关于免切边的纸浆模塑制品的经验和教训
2021-08-08 2332
免切边的纸浆模塑制品质量比经过切边的纸浆模塑制品差很多,特别是在纸浆模塑餐具制品行业,免切边纸浆模塑制品在使用过程中边缘纤维脱落(掉毛)、掉纸粉、缺边、黄边黑边现象影响制品的外观效果和使用性能。 不仅如此,免切边制品比切边制品的生产成本要高不少。详见《免切边纸浆模塑制品的生产成本研究》。
由于以前的许多纸浆模塑制品生产设备自动化程度低下,无法做到自动切边和自动打孔,都要进行手工切边,手工打孔(侧打孔),所以出现了一些免切边的纸浆模塑制品。20多年前,就开始有让纸浆模塑制品不切边就可以使用的想法,从而进行了生产免切边的纸浆模塑制品的努力。20多年实践证明,免切边的纸浆模塑制品质量较差且不稳定、合格率不高,生产免切边的纸浆模塑制品成本也很高。
纸浆模塑的生产过程:(1)吸滤成型模具吸附植物纤维制作湿坯,(2)通过热压定型模具对湿坯进行加压加热,使湿坯成为干燥制品,(3)把制品多余的边缘切除,从而获得所需形状或所需要求制品。由于纸浆模塑的生产过程中,吸滤成型模具在室温状态下工作,称作冷态模具,而热压定型模具一般在170℃-190℃的工作温度下工作,是热态下工作的模具。热胀冷缩,热压定型模具从冷态变成热态时,模具会热胀变大,制品的尺寸和中心距也因热胀而变大,
中华人民共和国工业和信息化部发布的《纸浆 (植物纤维) 模塑一次性餐饮具生产线行业标准》对免切边的定义是:“采用特殊工艺,不用刀片或冲切工序而达到与切边同样效果的工艺”。对免切边的性能要求:“免切边制品应无裂纹、无缺边、无破损现象;且当100个制品叠放在一起时,周边无明显发白区和明显毛边,制品边缘偏差应不超过±0.5mm”。
免切边问题已经探索了20多年,1998年就申请过关于免切边的专利。从理论推算和实际总结来看,免切边比切边工艺更耗能。
1,免切边的生产过程中,在吸滤成型时采用的浆的浓度很低,如果浆的浓度较高,免切边效果就很差,毛边严重。所以生产免切边制品时,浆的浓度比切边的低很多。一般地,切边制品浆的浓度:4-5%;免切边制品2-3%。同样生产1吨制品,真空吸滤成型时的排水量要增加很多,几乎达到2倍或以上。也就是说生产免切边制品要消耗的真空量比切边制品大得多。真空耗能是纸浆模塑生产过程的主要能耗之一。
2,免切边工艺为了达到减少毛边的效果,在热压合模时,要经过较长时间的虚压过程,否则就出现“炸边”现象或较多毛边。所谓“虚压”就是热压合模时,上下热压模具在合拢时先不压紧,对模具内的“湿坯”进行一定时间的烘烤,等“湿坯”被烘烤到一定干度后,再施加合模力进行热压定型。
这一虚压烘烤过程浪费了很多热量,另一不良后果就是制品的密实度很低。比如同样300个10寸圆盘制品叠在一起,免切边制品比正常的制品要高出30-50CM,大大增加了包装、运输成本。
3,免切边制品的原料问题,根据多个使用过免切边生产的厂家反馈,采用蔗渣浆、麦草浆等100%草浆无法达到等免切边效果,要加入一定量的木浆进行调浆,方可达到一定效果。
4,免切边的成型模具价格高
5,免切边的产量比非免切边的要低下。从上述的几点中可以看出,①免切边工艺的排水量大,吸滤时间长,导致产能降低;②较长的虚压过程导致产能降低。
6,大小边问题,由于模具的热膨胀不可避免,而吸滤成型模具没有热膨胀。所以湿坯被转移到热压模具上时,必然会产生偏移,所以大小边问题不可避免。特别是大台板(1500以上的台板)设备。
综上及实践验证,免切边制品的生产成本高出切边制品20%左右。
使用过免切边的纸浆模塑餐具制品生产的厂家有:山东邹城、广东绿洲、广西南宁、马来西亚等多家纸浆模塑制品生产企业。因为进行长时间生产时,制品缺边、黄边黑边现象频发,合格率低下,在虚压条件下生产的制品体积大,运费高;免切边对很多制品根本无法实施比如生产杯盖、密封容器等等。所以采用过免切边生产的企业最终都无法真正实现生产免切边的纸浆模塑制品,最后都增加了切边机,对制品进行切边处理。广东绿洲干脆把买来的生产免切边设备全部拆除不再使用。目前免切边生产纸浆模电塑制品只作为一个概念存在或少量生产一些简单的且要求不高的低价产品。上述理论和实践只提供参考。
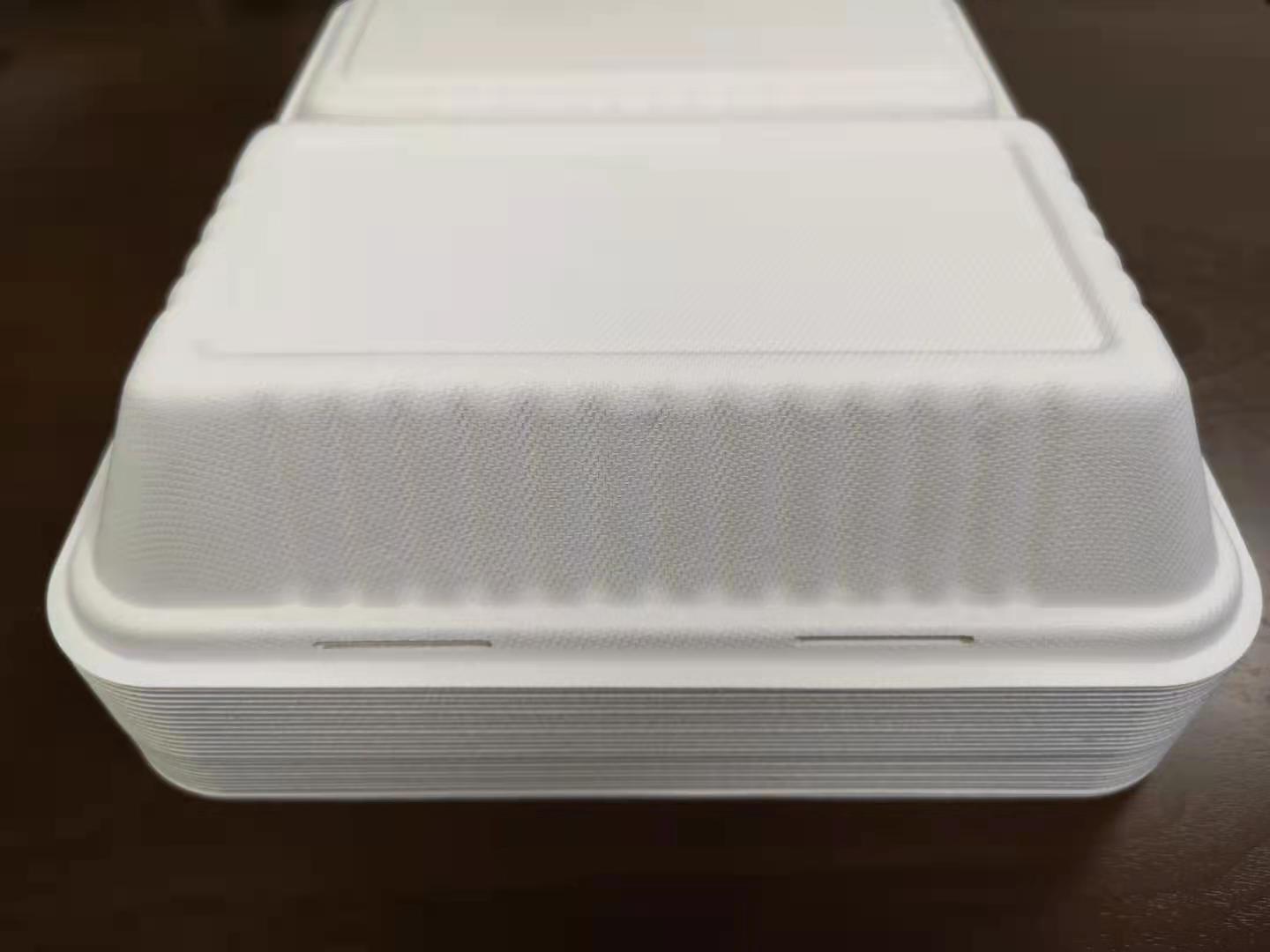
 长时间生产,免切边的纸浆模塑制品出现黄边黑边现象
长时间生产,免切边的纸浆模塑制品出现黄边黑边现象
切边后制品
《切边纸浆模塑制品的生产成本研究》论文下载